


More spindle hours available thanks to automation
With fewer and fewer skilled workers available, a younger generation that prefers not to work more than 30 hours a week and a market that does not accept hourly rates of three-manned shifts, automation is the only solution. Brinke + Breuer has taken that step. A 5-axis machining centre runs unmanned at night and on weekends, loaded by a BMO Titanium 180 robot cell. During the day, the experienced miller has the machine at his disposal to mill complex single pieces, for which he can put his skills and experience to good use. Spindle efficiency has risen by up to 80%.
When people think of the high-tech industry, most think of southern Germany but not Rhineland-Palatinate. ‘Yet here, in a 100-kilometre circle, you find top technology companies, such as large pump manufacturers, gas pressure spring system manufacturers, aerospace suppliers and even toothbrush manufacturers,’ begins Michael Breuer, managing director and co-founder of Brinke + Breuer.
By ‘here’ he means Staudt, a village a stone’s throw from Montabaur, halfway between Cologne and Frankfurt. Brinke + Breuer supplies complex and precise parts as well as completely assembled modules for machine building, measuring and test setups, injection moulds and welded constructions. ‘For this reason, we are diversified and can offer customers a complete range of services.’ In addition to standard materials, the subcontractor also processes tool steels with a hardness of up to 64 HRC, various non-ferrous metals and plastics.
Boosting spindle hours
Much of the work is small series or repeat orders, for which small batches are made periodically throughout the year. For some customers, Brinke + Breuer maintains consignment stock to provide them with immediate on-demand delivery. The production employees work in two shifts, and Michael Breuer decided several years ago to task all day-shift employees with single piece production and preparing the robot cell. During the evening shift a smaller team works to keep all the machines running. ‘It became apparent that employees were less focused during the evening shift than during the day. The way we work now allows more rest; employees only work the evening shift about once every three weeks, which they prefer. And since we implemented this change our monthly spindle hours have gone up by 20%.’
Automation a logical step
Brinke + Breuer has a young, well-trained team of CNC millers. The company trains a new cohort of machinists in-house each year. Nevertheless, Michael still feels it is difficult to find skilled workers. ‘The government does too little to make overtime attractive. Besides, if we believe the media, nobody wants to work more than 30 hours a week anymore. The personnel would not accept working more two shifts.’ When you also factor in that production costs are continually rising and higher machine hour prices are not commercially feasible, as a business owner you have no other choice than to find another solution.
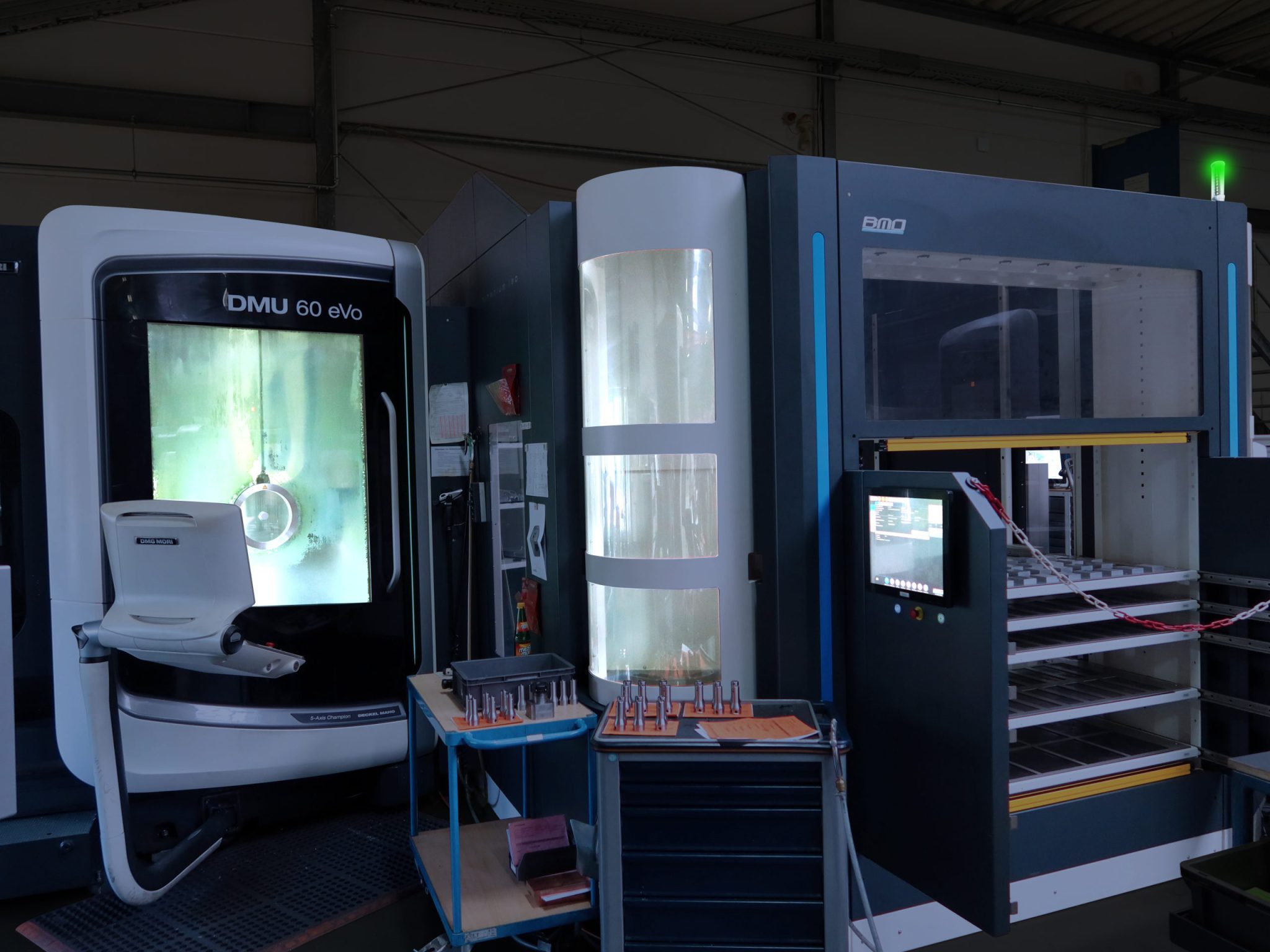
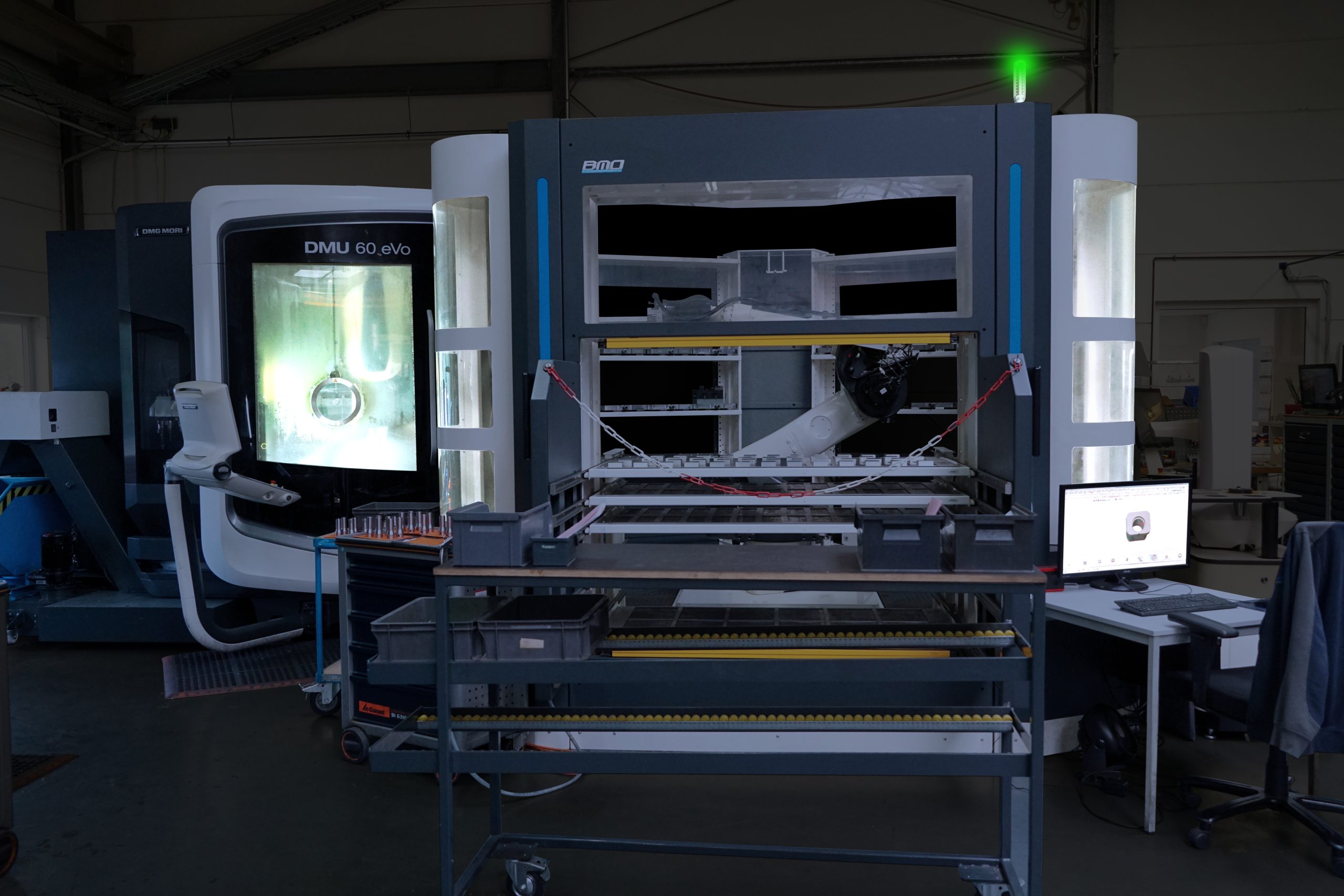
The subcontractor, which employs some 30 people, therefore invested in a BMO Titanium 180 robot cell, working in tandem with a DMG Mori DMU 60 eVo 5-axis machining centre. This robot cell is suitable for both pallet and product handling and multibatch automation. This means that several small batches can be machined unmanned, one after the other. Michael Breuer explains, ‘We make small series; sometimes products run on the machine for up to two hours, but often much shorter. In the latter case, someone will come back during the weekend to refill the cell.’


Why BMO Automation?
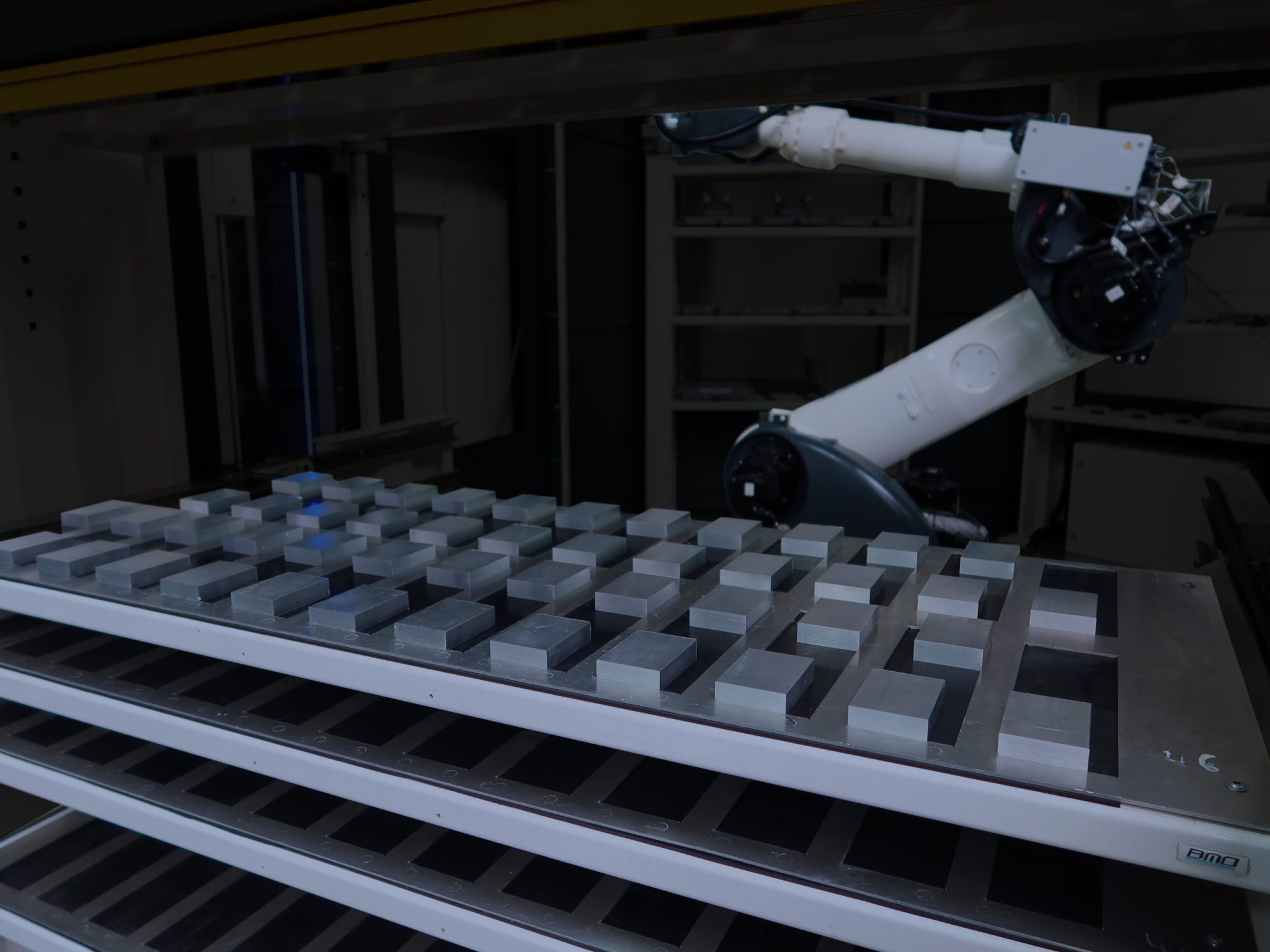
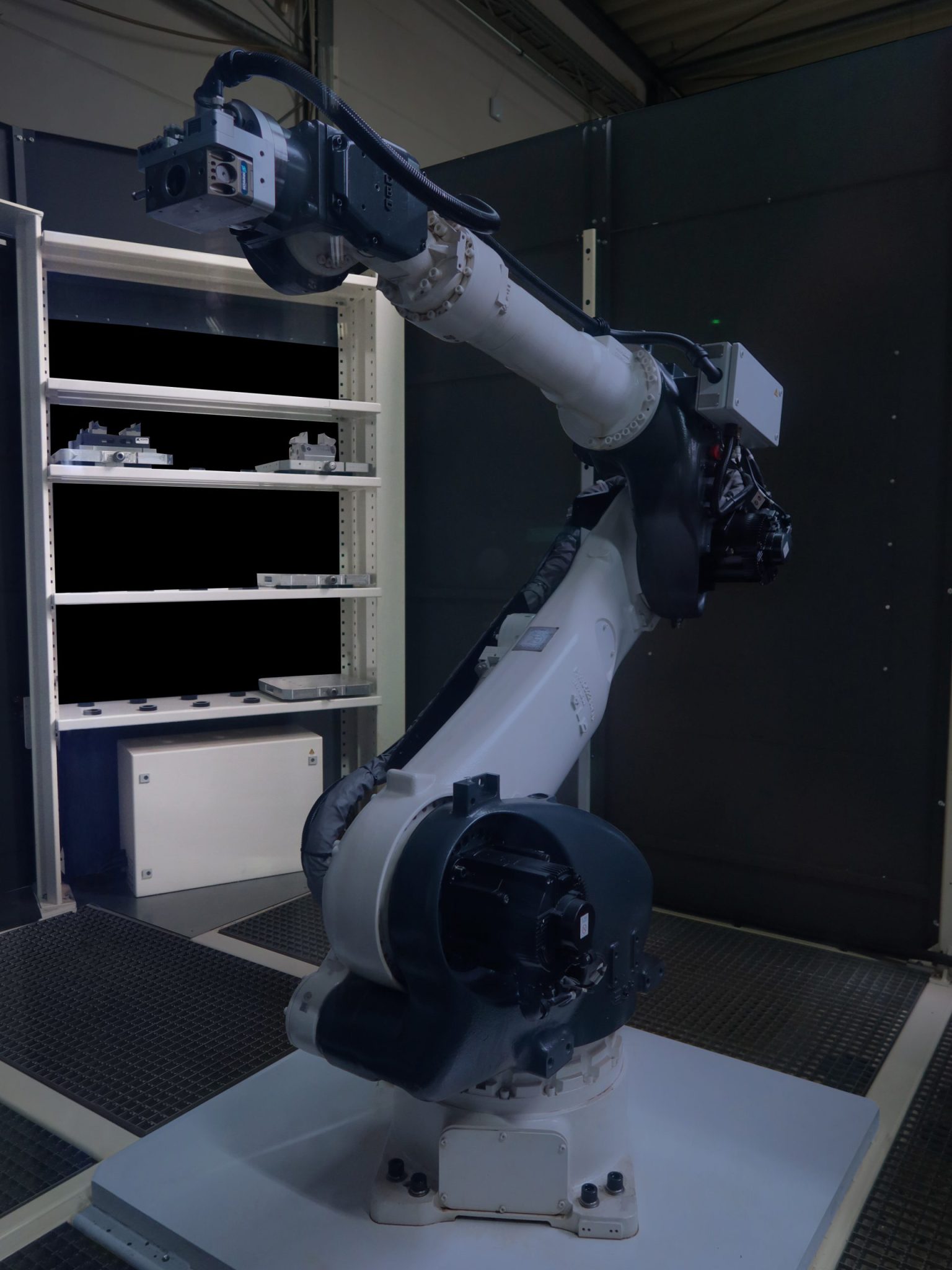
The software was the main reason for choosing BMO Automation. He also points out the different grippers present, which the robot automatically changes. Depending on the time available, day shift and evening shift workers fill the robot cell with material for the following night. Because Brinke + Breuer programs the hyperMILL CAM software to incorporate measurement cycles in the machining process, precision parts can be milled during unmanned operation at night and in the weekends.
‘For close tolerances, we check the dimensions in the machine after roughing; a correction is then made for the tool and the fit is re-milled. This is done with such high accuracy that we also shorten our quality control on the CMM.’ Although the BMO Titanium 180 cell is suitable for both product and pallet handling, Brinke + Breuer uses product handling about 90% of the time. The reason for this, Michael Breuer explains, is that ‘the gripper system is simply ingenious.’
The subcontractor has its own waterjet cutting machine. If a different type of grid is needed in the robot cell, they simply cut it themselves. ‘In the BMO software, it is also simple to adjust this, so you can easily change the layout of the product drawers yourself.’ The innovative employees have even developed an unloading and fixture system for round parts.
Robot makes work easier
By now, the robot cell has been fully integrated into the subcontractor’s workflow. Michael Breuer explains, ‘Young people have no problem with automation. We train our own milling machinists, and by the third year they can already independently operate the 5-axis machining centre with the robot cell. They have no fear of the robot, nor are they afraid of losing their jobs. They see that the robot makes their work easier.’
Consequently, he expects ever more work will be handled by the BMO cell. An occasional obstacle is that Brinke + Breuer has to separate the chips by material type. ‘That limits you in terms of automation because a handful of copper chips in a large container of steel degrades the quality of the whole chip bin.’ That is a problem the automation specialists should try to solve.
‘Until then, we are doing our best to keep the same type of material together – a few days milling this material, then a different material. But tight delivery times mean this is not always possible.’
Many more hours available
The robot cell has essentially given Brinke + Breuer an additional 5 × 8 spindle hours on weekdays, plus an extra 2 × 24 hours at the weekends. These hours are not yet fully utilised, but altogether the number of spindle hours on the DMG 60 eVO has increased by as much as 80%. BMO Automation measures this in terms of ‘Operator Performance Ratio’, a key metric that shows the ratio between the number of hours the CNC operator works and the number of hours the machine spindle turns.
Michael Breuer explains, ‘The number of spindle hours can be vastly increased with such a robotic cell. Especially on the weekend, we like to produce small and medium-sized series, which operators prepare and set up earlier in the week.’
If a malfunction occurs, the cell controller automatically sends a text message to the production manager. ‘He assesses whether someone is available during the weekend to fix the problem or whether the next day shift can do it.’ Especially when several orders with tight delivery times are lined up, they try to make maximum use of the cell by reloading it again during the weekend.
Getting new ideas
Although the BMO robot cell has been running for a few years now and is fairly simple to use, Michael Breuer recently had a number of employees retrained by the Dutch automation specialist. The focus was the software update for the Titanium 180 cell, which includes new features.
‘You need to keep your employees up to date and offer them regular training. They want more than just to be at the machine,’ says the managing director–owner about this. Whether Brinke + Breuer will switch to the new software has not yet been decided. That does not make the training any less meaningful, Michael Breuer believes. ‘We knew that BMO Automation has its own manufacturing company. The aim of the in-service training was to take a look at their own production process in the Netherlands and get new ideas. Why not adopt others’ methods if they have proven themselves in practice?’

