


More hours for single pieces thanks to automation
German machine builder IWK Verpackungstechnik supplies packaging lines worldwide, tailor-made for its customers. This means a lot of single piece and small series milling for the company’s mechanical department. Automating the small series with a flexible robot cell connected to two CNC machines frees up CNC operators’ production hours for milling single pieces.
IWK Verpackungstechnik builds cartoning, packaging and tube filling machines for the pharmaceutical and cosmetics industries. The automated packaging lines, for various products such as cardboard outer packaging and toothpaste tubes, to name just two, are supplied worldwide. At their core, such packaging lines are often much the same, but IWK always provides customised solutions, tailored to the specific customer’s needs and the production line into which the machine will be integrated. ‘It always comes down to the content, shape and size of the packaging,’ says Dieter Krämer, manager of IWK’s mechanical department in Stutensee, near Karlsruhe. The components that are part of IWK’s core competency are milled and turned in the company’s own mechanical production department. ‘These are always the parts through which the customer’s product passes, often a liquid. The “wet parts,” as we call them.’ These components are milled and turned from stainless steel due to the hygiene requirements of the pharma and cosmetics industries. They are precision parts, with very low surface roughness. ‘No bacteria may remain behind, hence the stringent surface roughness requirements,’ explains Dieter Kramer. Ra values of 0.4 or 0.8 microns are typical for these components. ‘We leverage technology to achieve these roughness levels. Sometimes we polish parts.’

Why automation?
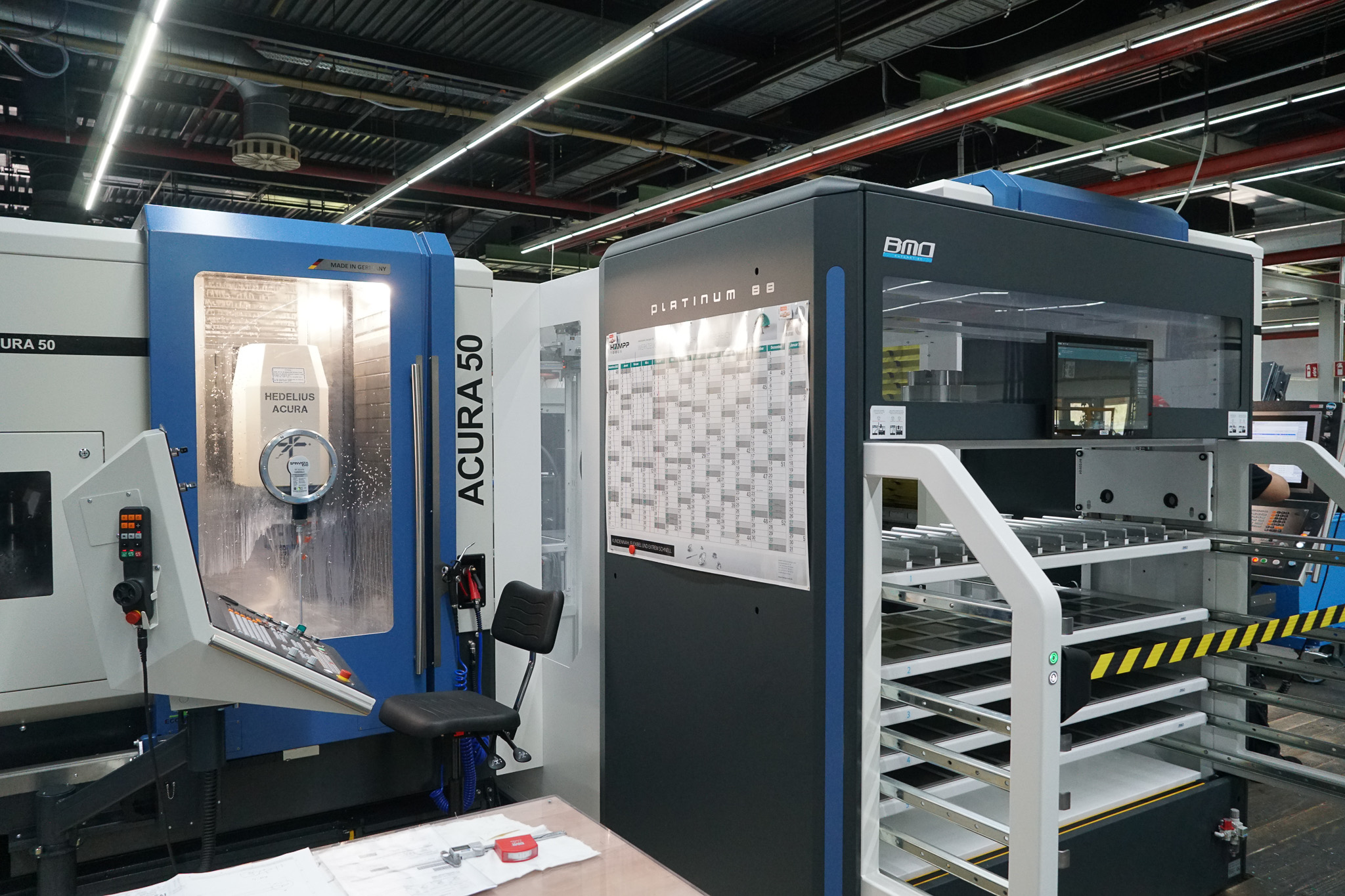
As IWK builds packaging and filling lines specifically tailored to customer needs, the series produced by the 40 employees (and two Interns) in Dieter Krämer’s team are small – typically comprising 15, 20, or occasionally 100 pieces, although the latter is rare. They also mill many single piece parts. Therein lies precisely the reason IWK bought a robot cell from BMO Automation. Initially, this BMO Platinum 88 Sideloader was linked to a Hedelius Acura 85 5-axis CNC machining centre. Since the beginning of this year, a second machine from Hedelius has been connected to the Dutch automation specialist’s robot cell; this time a Hedelius Acura 50. Dieter Krämer explains, ‘That is the only machine Hedelius builds in a left-hand version, so the robot cell fits perfectly between the two machines. The robot loads both machines, and the machines remain accessible to operators when milling single pieces.’ With this automation, Dieter Krämer aims to free up additional hours for single piece component production on both Hedelius machines. The operators mill these during the day and evening, working in two shifts. At the end of a shift, the robot cell is loaded with raw material so the CNC machines can mill the small series during unmanned hours. For Dieter Krämer, the cell does not have to run throughout the entire weekend. There are plenty of production hours to be gained during the day, night and weekend when both Hedelius CNC machines are milling unmanned, with loading and unloading handled by the BMO robot.


Product and pallet handling
The BMO Platinum 88 cell is capable of both product and pallet handling. Either operators place the raw material in one of seven product drawers for the robot to place in the machine’s vice, or the robot uses a special gripper to pick up a pallet on which the vice is already mounted. Operators can load and unload the cell’s drawers while both CNC machines mill. For Dieter Krämer, the combination of pallet and product handling was a prerequisite. Not because IWK mills many parts already placed in the vice outside the machine, but because operators now no longer need a crane to load pallets into the Acura 85 EL. ‘The robot places the pallet on the machine’s table. This is always done precisely, thanks to the Röhmheld zero-point clamping system,’ explains the production manager. In practice, it also saves time. This is because the robot is ready and waiting to place either another pallet or another product the moment an operation is completed. ‘An operator is not always standing beside the machine, and that means the machine stands still until the operator arrives.’ As the Hedelius Acura 85 EL machining centre has a large table, IWK chose the Platinum 88 version. The robot in the standard version of this robot cell has a load capacity of 50 kilograms, whereas the version IWK bought can handle up to 88 kilograms. ‘With the combined weight of the large pallet for the Acura 85 and the workholding fixtures, we were approaching the limit of what the robot in the standard Platinum cell can lift. While our workpieces are not that large, and therefore not heavy, we did not want to risk exceeding that limit.’
Machining six surfaces
The filling lines that IWK builds for customers must dose products very precisely, necessitating the stringent accuracy requirements for the components. Fortunately, the BMO robot positions the workpieces very precisely in the vice. Because the cell is equipped with BMO Automation’s turning station, the gripper can remove the workpiece from the vice after five sides have been machined, turn it over, and reposition it for machining the sixth surface. ‘When we do this, we measure the exact position of the workpiece with the touch probe in the Acura. That 20-second procedure is far preferable to risking milling rejects,’ says Dieter Kramer.

Simple operation
Although IWK itself often integrates robots into customer packaging lines, the mechanical manufacturing team had no experience with robotisation. Nevertheless, integration of the BMO cell in the production department went very smoothly, and the robot cell was already running at full capacity within just a few weeks. ‘The software is very intuitive. We switch back and forth between round and cubic parts. The operator enters the size of the parts, and the controller visually indicates how the material should be placed in the drawer. That’s it.’ The German machine builder has also found that BMO Automation’s service line provides quick answers to any urgent questions. The BMO engineer can log into the cell from the factory in the Netherlands and watch along to quickly find and solve the cause of a problem. ‘The service line is very helpful, but lately we haven’t needed them at all.’
Extra time for single pieces
Dieter Krämer had hoped that installation of the cell, which takes a week, would have been quicker, but he accepts that as par for the course. ‘We now have much more flexibility. The operators know the weekly schedule and plan the parts in the cell. Every hour the robot runs gives us extra time for single piece production. That was the aim of this automation.’ BMO Automation uses a KPI called Operator Performance Ratio: how the number of spindle hours relates to the number of operators. Loading both Hedelius CNC machines with the BMO robot has already boosted the OPR at IWK. Dieter Krämer still sees future opportunities for further improvement. He already has other parts in mind that are currently made by operators on other CNC machines. He intends to reprogram them for either of the two Hedelius CNC machines so that these parts can also be made with low man hours. ‘We are really satisfied with this solution. Now we are going to expand this automation further.’









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}