Nijdra replaces FMS system and invests in flexible low-manned production.
‘This production cell enables us to respond quickly and flexibly to customer demand and the available starting material formats.’
Nijdra FMI took a remarkable step in its quest to increase flexibility and reduce its dependence on manpower. The FMS system with three horizontal machining centres was replaced with a Titanium 225 robot cell from BMO Automation connected to a 5-axis machining centre from DMG MORI. According to Rob Wijtenburg, FMI production manager, the solution is a better fit for the work the precision engineering company does.
The decision to replace the heart of the machining production at Nijdra FMI with a flexible robot cell was not an easy one, says Rob Wijtenburg. Emotionally, not least because the FMS system was the brainchild of Johan Nije, the previous owner who suddenly died in 2020. Practically, not least because the processes would change dramatically and Nijdra literally rid itself of the heart of its production capacity. But Rob Wijtenburg is convinced that this step will increase the supplier’s agility and productivity in a period in which skilled labour is increasingly difficult to find. ‘For an FMS system, you have to have the right products and annual contracts and not be making different products like we do.

From left to right: Dennis van Dijk, Rob Wijtenburg and Jeroen Nije in front of the Titanium 225 cell from BMO Automation. Connected to a DMU 80 P horizontal machining centre, the Titanium 225 cell from BMO Automation replaces an FMS system with three horizontal machining centres.
Improved agility
Nijdra FMI machines for the assembly division of its parent company, which builds complex modules as well as complete machines for third parties. Nijdra FMI also mills and turns precision and standard components for other OEMs, including the semiconductor industry. The series size is falling in both areas, which is why production has to be able to respond to demand more flexibly. This is what the production manager is referring to when he says that you have to have the right work and contracts for an FMS system.
Rob Wijtenburg: ‘For every 100 hours of unmanned production there were still dozens of hours of manned work. We had to load and hold some parts four times before they were finished. And every morning the products had to be removed from the jigs and new material loaded.’ In addition, every time the revision changed, the new NC program had to be simulated in the production environment because with workholding towers you run the risk of the spindle colliding with another workpiece. The same applies if you load starting material with different dimensions. A slightly thicker block can cause a collision.
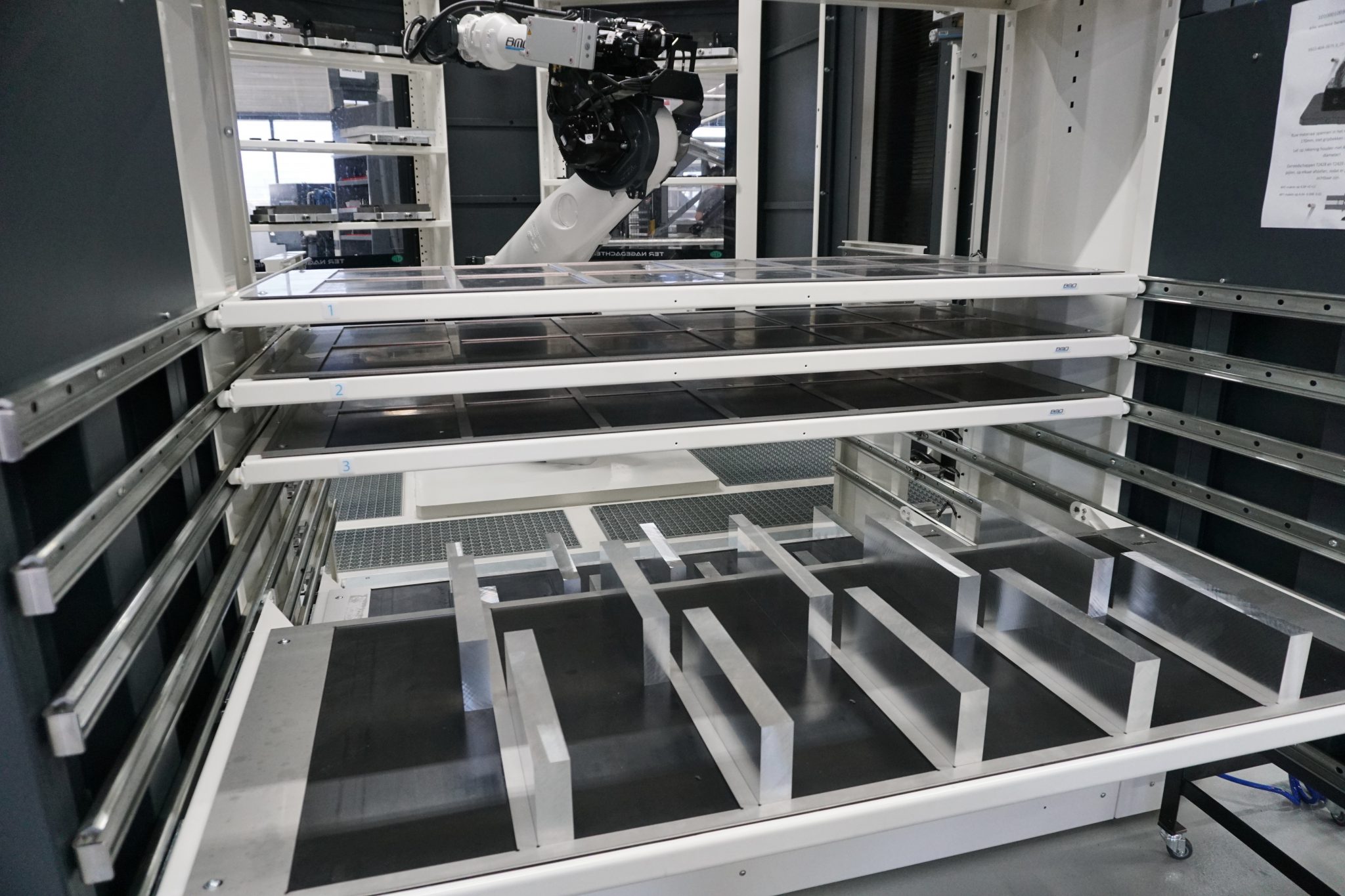
Thanks to the seven easily dividable drawers of the Titanium 225 cell, Nijdra FMI has a big storage capacity.
Combined pallet and product handling
The North-Holland-based machining company now processes the 40 to 50 different products on one machine. A DMU 80 P duoBLOCK by DMG MORI. This horizontal 5-axis machine is connected to the Titanium 225 cell from BMO Automation. The company’s fourth BMO cell accommodates 38 pallets (400 x 400 mm) and has over seven flexibly adjustable product drawers. The robot can lift up to 225 kilos. Nijdra combines pallet and product handling. Usually, the robot takes the material from the drawer and places it into a pneumatic clamp on the machine table. The pallet positions are mainly used to automatically changeover pallets that have different fixtures. And occasionally a pallet with a workholding tower.
Rob Wijtenburg: ‘The production cell from BMO Automation enables us to respond very quickly and flexibly to customer demand. Even now that the supply of materials is not always certain, we can easily move from one format to another because we’re no longer tied to workholding towers with clamping jigs.’ Since the installation of the BMO Automation robot cell in Middenbeemster, he orders the material from the supplier cut to size. The supplier delivers the material to the cell on pallets thus keeping the logistics operations to a minimum. The added value of this investment lies in the improved logistics, says Jeroen Nije, who co-owns the group together with his sister. ‘Logistics are becoming an important success factor. This cell gives us more space. Unmanned production means that it doesn’t matter whether the products are machined during the day or at night.’

Thanks to the ability to handle both products and pallets, Nijdra FMI’s production is very flexible. BMO’s turning station enables Nijdra to finish the sixth side of the product unmanned.
Progress compared to FMS system
Nijdra has noticed that the amount of manual work has decreased considerably. Thanks to the combination of the BMO cell with DMG MORI’s 5-axis machine. At the end of the day, one operator puts the new material in the drawers. These can also be flexibly adjusted to the production size. A tool magazine in the DMU 80 P has 273 positions, meaning a long autonomy. The job manager, which controls the BMO Automation cell, switches to another product in the unlikely event that a workpiece cannot be processed. For example, because the mill broke down and a sister tool is not available. The BMO controls also keep track of the tools’ service life.

In the Titanium 225 cell, product and pallet handling are combined, which adds more flexibility.
Turnkey project
BMO Automation and DMG MORI delivered a turnkey production cell. This was a prerequisite for Nijdra. Because the FMS system and the horizontal machining centres had been sold before the new cell had been installed. ‘When we disassembled the old cell here, the new one was already running at BMO Automation,’ explains Rob Wijtenburg. ‘Two employees worked there with the cell for a few weeks. This enabled us to adjust all of the fixtures. Thus, implement processes before we started with the cell at our facilities, as well as produce part of the orders.’
Nijdra tested and simulated the 40 to 50 products that the cell produced at BMO Automation. This was to determine the adjustments that might have to be made to the fixture. This was done to determine where collisions could potentially occur and how the turning station for 6-sided processing in the cell could best be used. Rob Wijtenburg says that they were able to iron out a lot of the teething problems. ‘After five days of assembly here and another five days filling the machine, we were able to start production.’ The process was quick because the operators were familiar with the machine and the robot.

The operator can load the tools at the back while the DMG MORI machine is working.
Less dependent on manpower
As Rob Wijtenburg expected, the dependence on manpower is now a lot lower. The process is optimised for the ever-smaller milling series sizes. Nijdra also mills the precision products unmanned. The BMO cell has an option to readjust products in the clamp so they are always positioned correctly. A turning station in the robot cell enables the sixth side to be machined unmanned. The pieces are finished the next morning and ready to be unloaded. ‘The machine factories are the backbone of our group,’ says Dennis van Dijk, the group’s sales director. ‘We get orders because we can make both simple and complex products inhouse. Regardless of the series size.’ BMO Automation’s new Titanium 225 cell has further strengthened Nijdra’s core competence.
For more information, see www.nijdra.eu
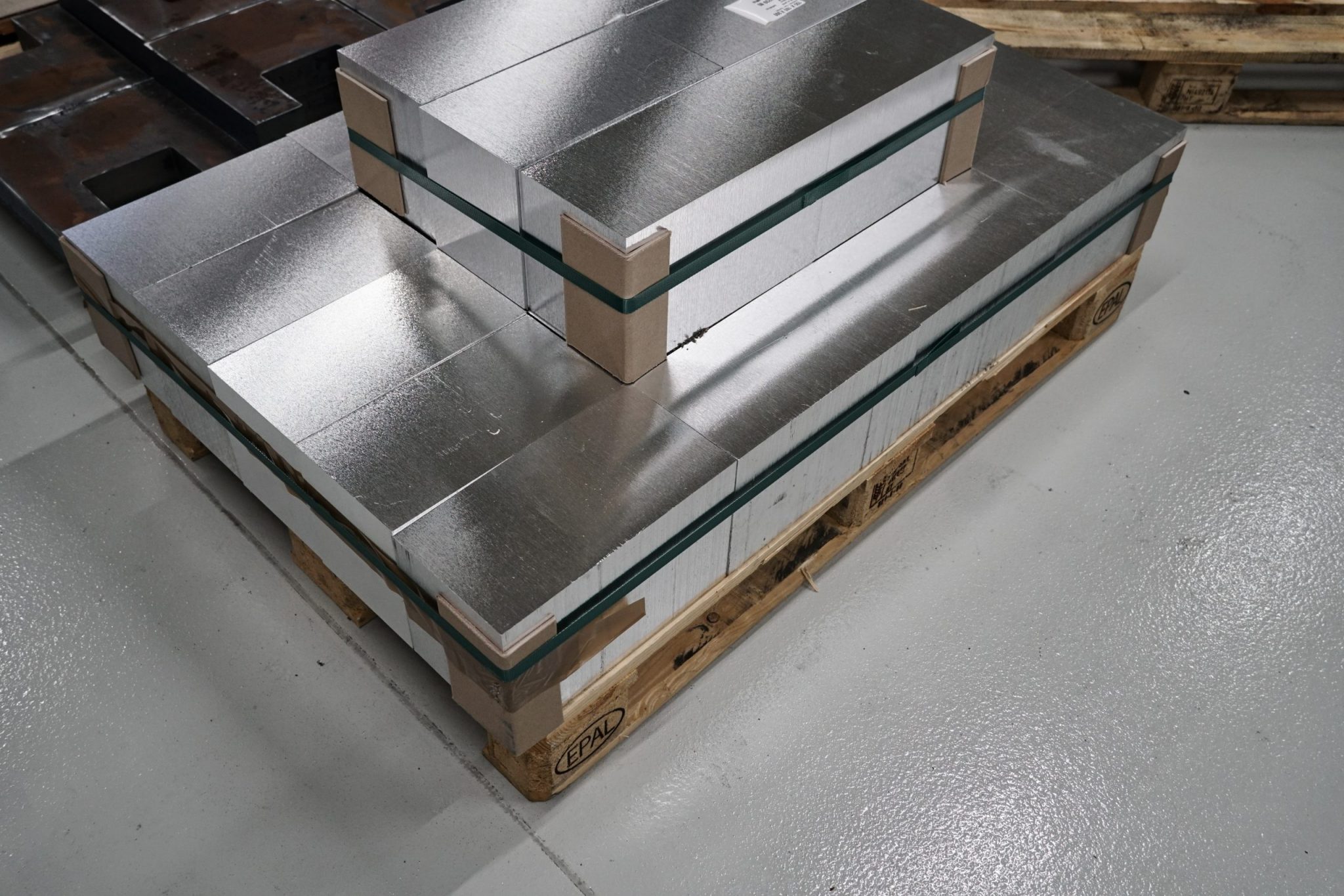
To minimise the logistics , Nijdra asks suppliers to cut the material to size and deliver it directly to the cell.